
Sep 20, 2024
Selecting a Chemical Manufacturing Partner

FutureFuel
Chemical Company
-

-
-
.png)
- Share
Selecting a custom manufacturing partner is a critical decision that can significantly influence the success and efficiency of the product development process. It's essential to evaluate potential partners based on their ability to align with your specific needs and goals. Select a manufacturer that not only offers technical expertise and production capabilities but also demonstrates a commitment to safety, quality, and sustainability. By thoroughly assessing their track record, resources, and approach to collaboration, you can ensure a partnership that enhances your project's potential and drives its success.
Expertise and Capabilities:
- Chemistry expertise: Ensure the manufacturer possesses the necessary chemical knowledge and experience to handle your specific product requirements.
- Analytical testing: A robust analytical laboratory ensures product quality and compliance while providing quick turnaround times for both development and production testing.
- Scale-up expertise: Evaluate their history and ability to successfully scale-up production from lab to commercial scale quantities safely and reliably.
Engineering and Production:
- Process optimization: Evaluate the manufacturer's ability to optimize production processes for efficiency and cost-effectiveness.
- Equipment and facilities: Assess the equipment and facilities to ensure efficient and safe operations, as well as their capability to support diverse and specialized manufacturing needs.
- Capacity and flexibility: Assess the manufacturer's production capacity to meet your current and future needs, as well as their flexibility to manage varying production volumes.
Health, Safety, and Environmental:
- Safety and environmental compliance: Verify their commitment to employee safety and adherence to environmental regulations ensuring adherence to industry standards.
- Sustainability: Consider the manufacturer's environmental practices and commitment to sustainable operations to reduce their carbon footprint and optimize resource use.
- Waste management: Evaluate their procedures for managing and minimizing waste to support sustainable and efficient manufacturing practices.
Distribution:
- Supply chain management: Evaluate their ability to secure reliable and consistent supply of raw materials.
- Inventory management: A well-managed inventory system ensures timely delivery and minimizes stockouts.
- Logistics capabilities: Assess the manufacturer's distribution network and transportation options, including railcars and trucks to ensure timely delivery.
Customer Engagement:
- Collaboration: Assess their ability to work closely with customers to achieve project goals and address challenges.
- Customer service: Evaluate their responsiveness and support throughout the project lifecycle to ensure customer satisfaction and proactive problem resolution.
- Communication: Review their effectiveness in providing clear, timely, and accurate updates to keep all parties informed and aligned.
Conclusion
In conclusion, selecting the right chemical manufacturing partner is a strategic decision that must check all the boxes. By meticulously evaluating factors such as expertise, capabilities, infrastructure, and alignment with your business goals, you can forge a
-
-
-
- Share :
News Room
Driving Innovation with FutureSol Hydrogen Chloride Solutions
Handling anhydrous hydrogen chloride gas presents intense engineering and safety challenges for any facility. The process demands specialized corrosion resistant piping, advanced atmospheric scrubbing systems, and continuous safety monitoring. In addition, the HCl solutions require cold storage for long-term stability. To alleviate these burdens for our partners, we are expanding our product portfolio to include a specialized new subset of FutureSol solvents focused exclusively on Hydrogen Chloride solutions.

Maximizing Efficiency in Complex Chemical Production
Selecting a partner for complex chemical production involves more than just evaluating a lab bench or a plant site. While many providers can handle the chemistry in a flask, the true challenge lies in the infrastructure required to support that chemistry at a professional, commercial standard.
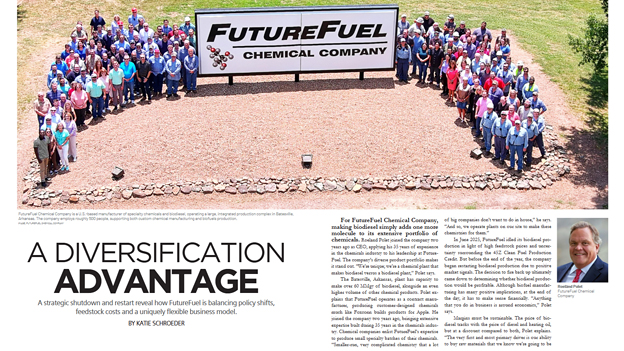
What FutureFuels Biodiesel Magazine Cover Story Really Reveals
Biodiesel Magazine put us on the cover for restarting biodiesel production. The more important story, the one manufacturing partners and procurement teams should read, is about the flexible platform behind that decision.
have a project
in mind?
Learn how our expertise can fast track and scale your complex chemical product.
Terms and Conditions:




